ТАА «Абсталяванне для аўтаматызацыі Цзянсу Баодзі»





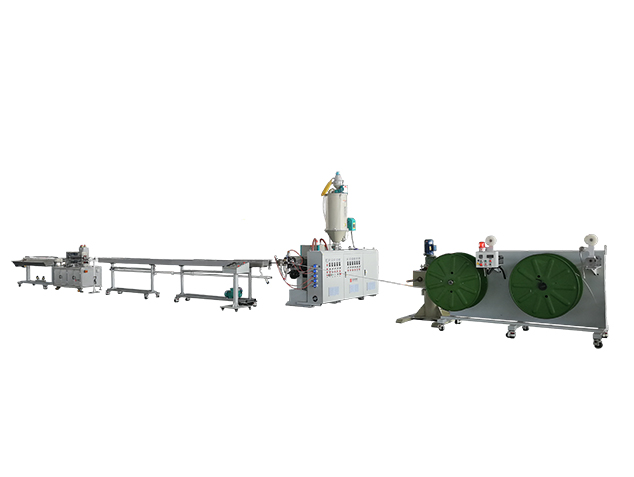
Існуе два віды працэсаў экструзіі
Двухэтапны метад: экструзія і намотка трубкі ўнутранага пласта → размотванне аплёткі → размотванне пакрыцця вонкавага пласта і намотка/рэзка;
Аднаэтапны метад: экструзія ўнутранай трубкі → аплётка ў рэжыме рэальнага часу → нанясенне пакрыцця ў рэжыме рэальнага часу, экструзія вонкавага пласта → намотка/рэзка.



Нашперавага

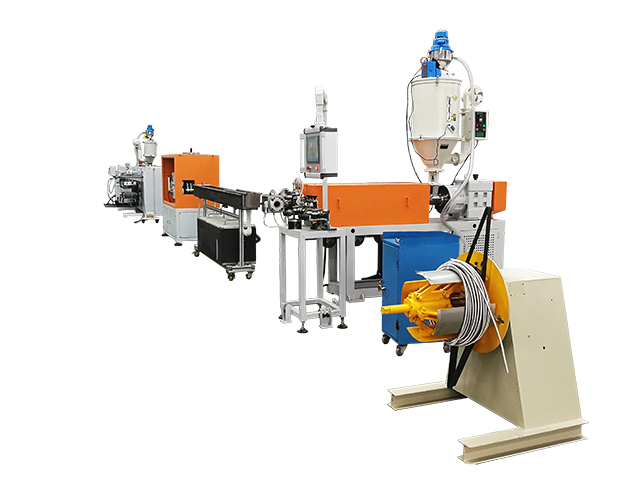
Асаблівасці вытворчай лініі
- Уся лінія абсталявана поўным сервапрывадам для забеспячэння стабільнай працы кожнага тэхналагічнага звяна экструзіі, такога як выгрузка, вымярэнне расплавы, цяга і г.д.;
- Выкарыстоўвайце літой медны награвальнік, які можа вытрымліваць тэмпературу экструзійнай апрацоўкі да 500℃;
- Абсталяваны сістэмай дазавання помпы, каб забяспечыць дакладнасць экструзіі расплавленага матэрыялу, павялічце ціск галоўкі, каб пазбегнуць пустэч унутры;
- Спецыяльная канструкцыя рэзервуара для ліцця з функцыяй астуджэння гарачым паветрам, падыходзіць для высокатэмпературнага матэрыялу PEEK, працэсу астуджэння і ліцця з водарастваральным матэрыялам PVA;
- Абсталявана функцыяй онлайн-выяўлення вонкавага дыяметра і аўтаматычнага кіравання зваротнай сувяззю, дапушчальнае адхіленне памераў вырабу кантралюецца да мінімуму для павышэння ўзроўню аўтаматызацыі ўсёй лініі;
- Серваправодная праводка + праграмнае кіраванне PLC для дасягнення дакладнасці ў рэжыме рэальнага часу і акуратнай намоткі, для акуратнай намоткі можна выкарыстоўваць як вялікую, так і малую шпульку.